




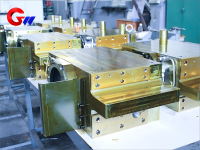


Sedež delovnega valjčnega ležaja na delovni strani vroče valjarne
Osnovna funkcija in zahteve glede delovnih pogojev sedeža delovnega valjčnega ležaja na strani delovanja vroče valjarne
Osnovne funkcije
Položaj in podpora valja: nosite radialno obremenitev (1500-4000 kN na eni strani) in aksialno silo (≤ 10 % radialne sile) delovnega valja valjarne za vroče valjanje.
Vmesnik za hitro menjavo valjev: vgrajen hidravlični zaklepni mehanizem (tlak 20-25 MPa), čas menjave valjev ≤ 15 minut.
Kompenzacija toplotne deformacije: pri temperaturi valjanja 300–600 ℃ je aksialna toplotna raztezna reža rezervirana pri 0,1–0,15 mm/100 ℃.
- Guangwei Manufacturing Precision
- Henan, Luoyang
- Pogodbeno določilo
- Letna zmogljivost je 500 kosov
- informacije
Sedež delovnega valjčnega ležaja na delovni strani vroče valjarne
Združljivi modeli
4-visoka vroča valjarna: širina traku 800-2200 mm, hitrost valjanja ≤ 12 m/s.
Reverzibilni mlin za grobo obdelavo: nihanje valjarske sile ± 25 %, frekvenca udarne obremenitve ≥ 5-krat/minuto.

Specifikacija za material in toplotno obdelavo sedeža delovnega valjčnega ležaja na delovni strani vroče valjarne
Glavni material sedeža delovnega valjčnega ležaja
Vrsta litega jekla: ZG35CrNiMo (optimizirana sestava)
Element | C 0,32-0,38 | Cr 0,8-1,2 | Je 1,0-1,5 | V 0,2-0,4|
Značilnosti delovanja:
Visokotemperaturna meja tečenja (σ ₀. ₂ ≥ 550 MPa pri 500 ℃);
Energija udarca pri nizki temperaturi (-20 ℃ AKV ≥ 50J).
Materiali ključnih komponent
Površinska obdelava toplotne obdelave sestavnega materiala
ZG35CrNiMo kaljeno ohišje sedeža ležaja + ojačitev s strganjem za razbremenitev napetosti (Sa2.5)
Obložna plošča, odporna proti obrabi 42CrMo4 indukcijsko kaljeno trdo kromiranje (30-50 μm)
Tesnilna komponenta iz nerjavečega jekla 316L, obdelava s trdno raztopino, elektrolitsko poliranje
Postopek toplotne obdelave
Kaljenje: 850 ± 10 ℃ × 4h (oljno hlajenje, hitrost hlajenja ≥ 80 ℃/s);
Kaljenje: 580 ± 10 ℃ × 6h (zračno hlajenje, kontrola trdote HB 280-320);
Kriogena obdelava: - 80 ℃ 2 uri (za izboljšanje dimenzijske stabilnosti).
Mehanska obdelava in natančnost montaže sedeža delovnega valjčnega ležaja na delovni strani vroče valjarne.
Kritične dimenzijske tolerance
Metode testiranja tolerance projekta
Premer luknje ležaja (Φ) Nivo H6 (± 0,015 mm) pnevmatski meter + tri koordinatni sistem
Ravnost vgradne površine ≤ 0,02 mm/m elektronski nivo
Hidravlični oljni tokokrog križne luknje posnemanje R0,5 ± 0,1 mm industrijski endoskop
Zahteve za montažo sedeža delovnega valja valjarne za vroče valjanje
Sila prednapetosti ležaja: Aksialna prednapetost stožčastih valjčnih ležajev je 0,05–0,08 mm (merjeno z merilno številčnico);
Tesnilna zračnost: radialno 0,3-0,5 mm (labirintno tesnilo), aksialno 1,0-1,2 mm.

Zgoraj navedene prednosti našega podjetja pri proizvodnji ležajnih sedežev omogočajo, da je naše podjetje v naprednem položaju v domači proizvodnji ležajnih blokov. Proizvodna naročila so vodilna v industriji. Osebje podjetja se bo naučilo naprednih idej upravljanja iste industrije v prihodnji proizvodnji in predelavi, tako da bo podjetje lahko bolje služilo strankam in raslo skupaj s strankami.
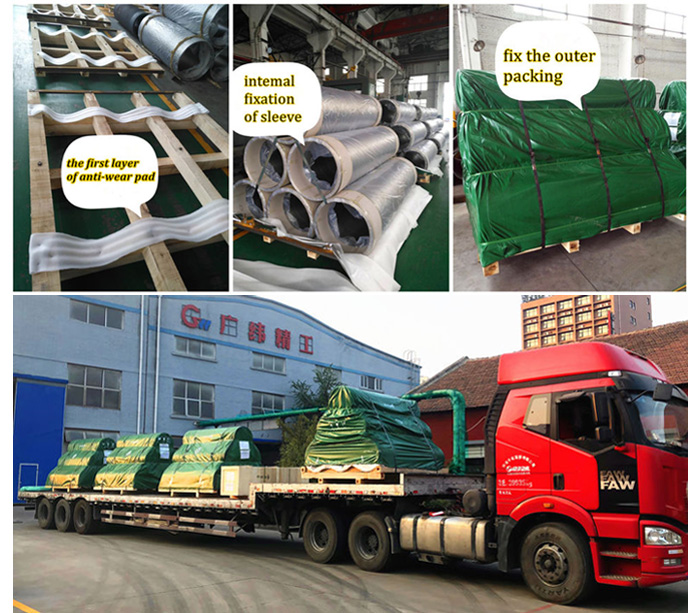
Pakiranje
Začnite dan prav tako, da se obrnete na Luoyang Guangwei Precision Manufacturing Technology Ltd. za katero koli Stroj za vroče valjarne delujočega stranskega valjčnega ležajnega bloka morebitne potrebe po popravilu vretena.
Imamo tehnologijo, opremo in znanje, da zagotovimo, da boste 100 % zadovoljni.
Naši tehniki so izjemno izkušeni in so eni izmed najboljših v industriji.
Pridite pogledat, kako vam lahko prihranimo čas izpadov in poskrbimo, da boste pripravljeni delovati.
Čas je denar, pokličite zdaj!



