




Vmesni valjčni ležaj stroja za vroče rezkanje
GW precizni vmesni valjčni ležaj Prednosti:
visoko natančna inteligentna CNC proizvodna oprema, visokotehnološko osebje, zrel sistem obdelave, strog postopek nadzora kakovosti, odličen proces vodenja proizvodnje, je jamstvo za visokokakovostne izdelke.
Da bi bolje zagotovili kakovost izdelkov za zagozde z vmesnimi valjčnimi ležaji, je podjetje poleg rednega pregleda velikosti kupilo visoko natančen tripoložajni standardni merilni stroj tipa mobilnega mostu, natančnost zaznavanja do ravni 2 mikrona, da bi zagotovili absolutno osnovo za inšpekcijo različnih velikosti delov in pregled tolerance obnašanja.
- Guangwei Precision
- Luoyang, Kitajska
- Pogodbeno določilo
- Letna zmogljivost jeklenega koluta je 4000 kosov
- informacije
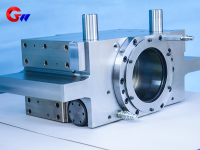
Vmesni valjčni ležaj stroja za vroče rezkanje
Vmesni valjčni ležaj v vroči valjarni je ključna komponenta v proizvodni liniji za vroče valjanje, ki se uporablja predvsem za podporo in pritrditev vmesnega valja, vzdrži ogromno kotalno silo, udarno silo in visokotemperaturno okolje.
Scenariji uporabesedež vmesnega valjčnega ležajav vroči valjarni
delovno okolje
Visoka temperatura: Med postopkom vročega valjanja lahko temperatura valjarne doseže več kot 800 ℃, sedež ležaja pa mora prenesti toploto sevanja in toploto prevodnosti.
Visoka obremenitev: sposobna prenesti kotalne sile (do tisoč ton) in pogoste udarne obremenitve.
Prašno/vlažno: Hladilna voda za valjanje in obloga železovega oksida sta nagnjena k vdoru, kar zahteva visoko tesnjenje in odpornost proti koroziji.
Funkcionalne zahteve
Natančno pozicioniranje: Zagotovite vzporednost in natančnost valjanja valjev valjarne.
Odporen na obrabo in utrujenost: podaljšuje življenjsko dobo in skrajša izpade vzdrževanja.
Garancija mazanja: Za zmanjšanje trenja in obrabe je potreben visokotlačni sistem mazanja (kot je mazanje z oljem in zrakom).
Postopek toplotne obdelave sedeža vmesnega valjčnega ležaja v vroči valjarni
Toplotna obdelava je ključni korak pri izboljšanju mehanske učinkovitostivmesni valjsedeži ležajev, običajno vključuje naslednje korake:
Predhodna obdelava (normalizacija ali žarjenje)
Odpravite notranje napetosti v odkovkih ali ulitkih, izboljšajte velikost zrn in pripravite za nadaljnjo obdelavo.
Kaljenje+kaljenje (obdelava kaljenja in popuščanja)
Kaljenje: segrevanje na kritično temperaturo (npr. 850-900 ℃) in nato hitro ohlajanje (kaljenje v vodi ali olju), da dobimo martenzitno strukturo visoke trdote.
Kaljenje: kaljenje na srednji temperaturi (400-600 ℃) se uporablja za uravnoteženje trdote in žilavosti, pri čemer se izognemo krhkemu lomu.
Ojačitev površine (neobvezno)
Indukcijsko kaljenje: Lokalno kaljenje kontaktne površine ležaja za izboljšanje odpornosti proti obrabi.
Naogljičenje/nitriranje: primerno za visoko legirano jeklo, izboljša trdoto površine in odpornost proti utrujenosti.
Žarjenje za lajšanje napetosti
Po natančni obdelavi se izvede nizkotemperaturno žarjenje (200-300 ℃), da se odpravi napetost pri obdelavi.
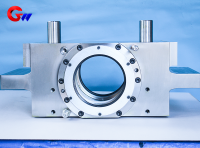
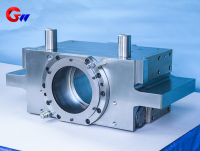
GW Precision proizvodnja vse vrste vmesnih valjčnih ležajev in drugih natančnih delov mlina.
GW natančnostsedež vmesnega valjčnega ležaja prednosti:
visoko natančna inteligentna CNC proizvodna oprema, visokotehnološko osebje, zrel sistem obdelave, strog postopek nadzora kakovosti, odličen proces vodenja proizvodnje, je jamstvo za visokokakovostne izdelke.





