




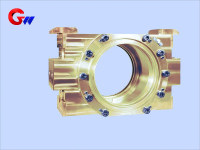

Stroj za hladno valjanje vmesnega valjčnega ležaja
Material in toplotna obdelava vmesnega ležišča valjčnega ležaja na delovni strani hladne valjarne
Material ohišja bloka stranskega vmesnega valjčnega ležaja:
Lito železo visoke trdnosti (HT300/HT350) ali lito jeklo (ZG310-570), z natezno trdnostjo ≥ 500MPa.
Obloga, odporna proti obrabi, je izdelana iz brona (ZCuAl10Fe3) ali polimernega kompozitnega materiala (kot je PTFE modificiran material).
Toplotna obdelava:
Ulitki zahtevajo obdelavo s staranjem (za odpravo notranjih napetosti) in visokofrekvenčno kaljenje kritičnih kontaktnih površin (trdota HRC45-50).
- GW Precision
- Luoyang, Kitajska
- Pogodbeno določilo
- informacije
Stroj za hladno valjanje vmesnega valjčnega ležaja
Mere in tolerance stranskega vmesnega valjčnega ležaja Operate
Luknje za namestitev ležajev:
Glede na vrsto ležaja (kot je serija TQO štirivrstnih stožčastih valjčnih ležajev) je toleranca običajno H6 (notranja luknja) ali js6 (zunanji premer).
Zahteva glede hrapavosti: Ra ležajne naležne površine je ≤ 0,8 μm, Ra nesparljive površine pa je ≤ 3,2 μm.
Natančnost pozicioniranja:
Okroglost notranje luknje ležišča ležaja je ≤ 0,008 mm, koaksialnost pa ≤ 0,015 mm/500 mm.
Razdalja prileganja z vratom valja: 0,05–0,10 mm (upoštevajoč toplotno raztezanje).

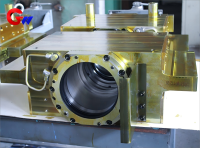
Programiranje CNC obdelave
Programerji uporabljajo računalniško simulacijsko obdelavo za izvajanje programa, optimizacijo obdelovalnih linij in razumno razporejanje obdelovalnih orodij, tako da je obdelava obdelovanca natančnejša z urejenimi in lepimi linijami nožev.
Visoko precizna oprema za obdelavo
CNC vodoravni obdelovalni center, CNC navpični obdelovalni center, petosni celovit obdelovalni center in druga visoko precizna obdelovalna oprema zagotavljajo natančnost velikosti obdelave izdelka Operate Side Intermediate Roller Bearing Block, prav tako zagotavljajo nemoteno in natančno obdelavo kompleksne strukture obdelovanca.

Postopek izdelave in sestavljanja stranskega vmesnega valjčnega ležaja Operate Tehnologija obdelave:
CNC vrtalni in rezkalni stroj za obdelavo lukenj za ležaje (stopnja natančnosti IT6), honanje ali brušenje za končno obdelavo.
Pozicijska napaka lukenj za vijake je ≤ 0,05 mm, da se zagotovi natančno spajanje z okvirjem.
Zahteve za montažo:
Prilagodite silo predhodnega zategovanja ležaja v skladu s specifikacijami proizvajalca (kot je aksialna sila predhodnega zategovanja 8-12 kN).
Za namestitev uporabite hidravlične matice, da preprečite udarne obremenitve.
Kontrola procesa kakovosti
Od obdelave surovcev, odkrivanja napak, toplotne obdelave do proizvodnega procesa, vsak proces mora preveriti inšpektor, ki je usposobljen pred naslednjo procesno obdelavo.
Pregled in testiranje
Strogi inšpekcijski in preskusni postopki so naše zagotovilo kakovosti. Vsak blok vmesnega valjčnega ležaja Operate Side ima celoten sklop poročila o analizi kemične sestave, poročila o toplotni obdelavi, poročila o odkrivanju napak, poročila o pregledu tolerance dimenzij, oblike in položaja (tri koordinate in drugi instrumenti za natančno inšpekcijo zagotavljajo natančnost velikosti obdelave), ki so vsa sledljiva in sledljiva.

Mazanje in tesnjenje sedeža vmesnega valjčnega ležaja na delovni strani hladne valjarne
Sistem mazanja:
Mazanje s koncentriranim redkim oljem (tlak 0,3-0,5MPa, pretok 30-50L/min) ali mazanje z oljem in zrakom (volumen kapljic olja 5-10 kapljic/min).
Viskoznost mazalnega olja: ISO VG 68-100 (pri 40 ℃).
Zasnova tesnjenja:
Kombinirano tesnilo (labirintno tesnilo+vzmetno ojačano tesnilo na ustnicah), standard za zaščito pred prahom ISO 4406 18/16/13.
Tesnilni material: Fluorkavčuk (FKM) ali poliuretan (PU), odporen na visoke temperature.





