





Stroj za hladno valjanje sedeža valjarne na strani pogona
Znanost o materialih:
Stroj za hladno valjarno valjarne na pogonski strani ležajnega sedeža (kovanje): 40Cr,
So jamstvo za visokokakovosten hladno valjarski stroj pogonske strani delovnega valjčnega ležajnega sedeža izdelkov.
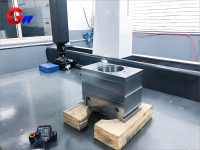
Luknja za namestitev ležaja je osrednji del in zahteva visoko dimenzijsko natančnost. Premer namestitvene luknje se mora natančno ujemati z zunanjim premerom ležaja, da zagotovite tesno namestitev in brez ohlapnosti ali odstopanja med delovanjem. Njegova površinska hrapavost ima tudi stroge zahteve, gladka površina pa lahko zmanjša trenje pri namestitvi in olajša odvajanje toplote.
- Guangwei Manufacturing Precision
- Luoyang, Kitajska
- Pogodbeno določilo
- informacije
Stroj za hladno valjanje pogonske strani valjčnega bloka gredi
Scenariji uporabe sedeža ležaja delovnega valja na strani pogona za hladno valjarno
(Primerno za visoko natančno hladno valjarno za plošče in trakove)
1. Osnovne funkcije
Dinamična podpora obremenitvi: prenese kotalno silo (800-2500 kN) in upogibno kotalno silo (± 500 kN), kar zagotavlja natančnost razmika valja ± 0,005 mm
Prenos navora: prenos pogonskega navora motorja (najvišja vrednost lahko doseže 150 % nazivne vrednosti), primeren za hitrosti kotanja 10-40 m/s
Nadzor vibracij: Zadušite visokofrekvenčne vibracije med hitrim valjanjem (pospešek vibracij ≤ 4,5 m/s², ISO 10816-3)
2. Ekstremni delovni pogoji
Mehanska obremenitev:
Ciklična kontaktna napetost 900-1300MPa (Hertzova kontaktna teorija)
Udarna obremenitev pri spremembi kota (trenutni pospešek 10-15g)
Okoljski izzivi:
Penetracija kotalnega olja (aditiv za ekstremne tlake, ki vsebuje žveplo)
Abrazivna obraba drobcev iz aluminija/nerjavnega jekla (trdota HV400-1200)
Izbira materiala in ojačitev sedeža ležaja delovnega valja mlina na strani pogona
1. Osnovni material
Razred materiala, glavne prednosti, uporabni scenariji
ZG35CrMnSi visoka utrujenostna trdnost (σ -1 ≥ 380MPa) navadno hladno valjano ogljikovo jeklo
ZG25CrNiMo odpornost na udarce (Akv ≥) 60J@-20 Visoko trdno valjanje jekla (℃)
ZG06Cr13Ni4Mo odporen proti koroziji (C ≤ 0,06 %) valjanje iz nerjavečega jekla/aluminija
2. Krepitev ključnih področij
Luknje za namestitev ležajev:
Ionsko nitriranje (globina sloja 0,3-0,5 mm, trdota HV900-1100)
Natančno brušenje (okroglost ≤ 0,005 mm, Ra ≤ 0,1 μm)
Tesnilna površina:
Laserska obloga iz zlitine na osnovi Ni (Inconel 625, odporna na obrabo zaradi mikro gibanja)
3. Sistem toplotne obdelave
Kaljenje in popuščanje:
Kaljenje: 880 ℃ × 2h (polimerna raztopina za gašenje)
Kaljenje: 550 ℃ × 4h (dva kroga kaljenja)
Dimenzijska stabilizacija:
Kriogena obdelava (-80 ℃ × 12h)
Časovno zdravljenje (180 ℃ × 24h)
4. Inženiring površin
Kompozitni premaz:
Peskanje (stopnja Sa3.0)
Obločno brizganje Cr3C2 NiCr (debelina 150-200 μm)
Lasersko pretaljenje (poroznost <0,3%)
Primarna funkcija astroj za hladno valjanje ležajnega sedeža delovnega valjarne na pogonski stranije zagotoviti natančno poravnavo ležaja med delovanjem in vzdržati uporabljene radialne in aksialne obremenitve. Poleg tega zmanjša zračnost med ležajem in gredjo, hkrati pa zmanjša izgube zaradi trenja.
Nadzor kakovosti procesa
Thestroj za hladno valjanje ležajnega sedežaNaša proizvodnja je pod nadzorom inšpektorjev na vsakem koraku, od grobe obdelave, odkrivanja napak, toplotne obdelave do proizvodnega procesa. Šele po opravljenem pregledu lahko nadaljujemo z naslednjim korakom obdelave.



