




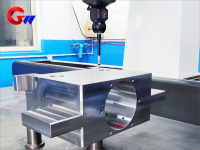
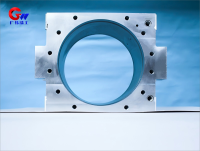
Ležajni sedež za delovni valj na strani prenosa vroče valjarne
Ležajni sedež delovnega valja je eden ključnih izdelkov GW precision.
Seznam osnovnih funkcij in delovnih zahtev ležajnega sedeža delovnega valja na strani prenosa vroče valjarne je naslednji:
Osnovne funkcije
Prenos navora: odgovoren za prenos navora od glavnega prenosnega sistema do delovnega valja (najvišji navor lahko doseže 500 kN · m)
Dinamična podpora obremenitvi: zmožna vzdržati kotalno silo (2000-6000 kN na eni strani) in izmenično udarno obremenitev
Vzdrževanje natančnosti: Zagotovite, da je radialni odmik delovnega valja ≤ 0,04 mm (kar zagotavlja toleranco debeline ± 0,15 % za jekleni trak)
Prilagodite se delovnim razmeram
Temperaturno območje: delovna temperatura položaja ležaja 80-120 ℃ (trenutni vrh 180 ℃)
Hitrost valjanja: ≤ 15 m/s (do 20 m/s, ko je seznanjen z ležaji z oljnim filmom)
Pogostost menjave valjev: ≥ 1-krat/izmeno (zahteva hitro razstavljanje in načrtovanje)
- GW Precision
- Luoyang, Kitajska
- Pogodbeno določilo
- Letna zmogljivost je 500 kosov
- informacije
Ležajni sedež za delovni valj na strani prenosa vroče valjarne
Standardi materiala in izdelave za ležajni sedež delovnega valja na strani prenosa vroče valjarne
Glavni material
Blagovna znamka: ZG35CrNiMoV (jeklena litina posebnega razreda)
Optimizacija sestavin:
|Elementi | C 0,33-0,37 | Cr 1,0-1,3 | Je 1,2-1,6 | Mo 0,3-0,5 | V 0,15-0,25|
Prednosti delovanja:
Visokotemperaturna trdnost (σ ₀. ₂ ≥ 650 MPa pri 300 ℃)
Življenjska doba ob utrujenosti (Nf ≥ 2 × 10⁶-krat pri Δσ=400MPa)
Materiali ključnih komponent
Površinska trdota sestavnih materialov po toplotni obdelavi
Sedež ležaja telesa delovnega valja ZG35CrNiMoV kaljeno + starano HB 300-330
Utor za prenos navora 42CrMoA obdelava z nitriranjem HV 800-900
Zatesnjena končna kapica duplex iz nerjavečega jekla 2205, obdelana z raztopino HRC 28-32
Toplotna obdelava in površinska obdelava ležišča ležaja delovnega valja na transmisijski strani vroče valjarne
Postopek toplotne obdelave
A [Taljenje v elektroobločni peči] -->B [Zaščita z argonom]
B -->C [880 ℃ × 6h normalizacija]
C -->D [850 ℃ kaljenje v olju + 620 ℃ kaljenje]
D -->E [-80 ℃ × 4h kriogena obdelava]
površinska krepitev
Hiperzvočno plamensko brizganje ležajnih lukenj (HVOF) WC-12Co premaz (debelina 150-200 μm, HV ≥ 1300)
Lasersko kaljenje tesnilne površine (globina utrjevalnega sloja 1,2-1,5 mm, HRC ≥ 52)

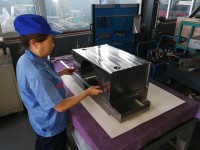
1、 Vertikalni obdelovalni center: Glede na obliko pogleda globina rezkanja 5 mm za iskanje pozitivnega pasu (na vsaki strani je prostora za 1,5-2 mm); očistite in odstranite oster rob za pregled. (prvi kos na pregled)
2、 Horizontalni vrtalni stroj:Ugotovljeno je, da je za vsako površino običajnega pasu rezerviran rob 1,5 -2 mm, rob utora v pogledu pa je 1,5-2 mm; rob luknje v luknji je 3-4 mm; dolžina vsake luknje je 2-3 mm; čisti rob pa se uporablja za odstranjevanje ostrega roba rezila za pregled. (prvi kos na pregled)
3、 Vertikalni obdelovalni center: Končno rezkanje na zahteve (prileganje površine brez tolerance), dolžina rezkanja za iskanje prave globine roba 5 mm; vrtanje glede na zahteve, vsaka stran preostale količine 1 ≤ 1,5 mm; vsaka dolžina luknje ustreza zahtevam in kaže na dva konca sredinske luknje; da se zagotovi toleranca dimenzij ter toleranca oblike in položaja ležišča ležaja.
4、 Delo na mizi:Vsaka luknja za pozicioniranje spodnje luknje navoja ustreza zahtevam sedeža ležaja delovnega valja.
5、 Delo na mizi:Vrtanje drugih lukenj za olje in lukenj za vijake; Očistite in odstranite ostre robove robov za pregled. (prvi kos sedeža za pregled)
6、 Končni pregled: s čiščenjem odstranite ostre robove robov in jih pošljite na pregled ter izdajte seznam pregledov za ležišče ležaja.

Specifikacije za inšpekcijo in preskušanje ležajnega sedeža delovnega valja na strani prenosa vroče valjarne
pregled materiala
Analiza sestave: spektrometer ICP (odklon elementa ≤± 0,01%)
Nedestruktivno testiranje:
Ultrazvočno testiranje (EN 12680-3 razred 1)
Pregled z magnetnimi delci (ASTM E709, zaznavanje razpok ≤ 0,1 mm)
testiranje delovanja
Indikatorji kvalifikacije standardne metode preskusnega projekta
Preskus statične obremenitve ISO 19973-1 1,8-kratna nazivna obremenitev brez deformacije
Dinamični preskus utrujenosti DIN 50100 10 ⁷ ciklov brez razpok
Preskus tesnjenja ISO 5208, razred A, 0,6MPa vzdržuje tlak brez puščanja
dinamično odkrivanje
Raven dinamičnega ravnovesja: raven G0.4 (ISO 1940-1)
Intenzivnost vibracij: ≤ 2,5 mm/s(GB/T 29531)
pogosta vprašanja
1. Lahko narediš to Ležajni sedež za delovni valj Izdelek V skladu z zahtevami stranke?
O: Da, lahko sledimo vašim posebnim zahtevam.
2. Ali lahko obiščem vašo tovarno, preden naročimo ?
O: Da, dobrodošli v naši tovarni za izlet.
3. Kje je vašemu podjetju najbližje pristanišče?
O: Šanghajsko pristanišče je najbližje.
4. Ali lahko izberemo različne materiale za ležajni sedež za delovni valj?
O: Da, lahko ga izberete glede na vaše zahteve.
5. Koliko časa bo trajalo in mi bo dostavljen ležajni sedež za delovni zvitek?
O: Običajno traja mesec in pol do dva meseca po morju. Odvisno je od količine vašega naročila.
6. Kakšno je vaše ovitje paketa?
O: Za izvoz uporabljamo leseno škatlo.





