Stroj za vroče valjarne valjarne na stranskem delu valjarne
Naše prednosti: Visoko natančna inteligentna CNC proizvodna oprema, visokotehnološko osebje, zrel procesni sistem, strog postopek nadzora kakovosti, visoko natančni inšpekcijski instrumenti, odličen proces vodenja proizvodnje so jamstvo za visokokakovostne izdelke.
Naše podjetje ima petosni obdelovalni center DMG DMF1800*600, horizontalni obdelovalni center, vertikalni obdelovalni center, portalni obdelovalni center in visoko natančen trikoordinatni pregled. Stroj 80 % opreme predstavljajo CNC obdelovalni stroji; zmogljiva oprema, tako da dobimo močno zagotavljanje kakovosti pri izdelavi in predelavi izdelkov.
- Guangwei Manufacturing Precision
- Henan, Luoyang
- Pogodbeno določilo
- informacije
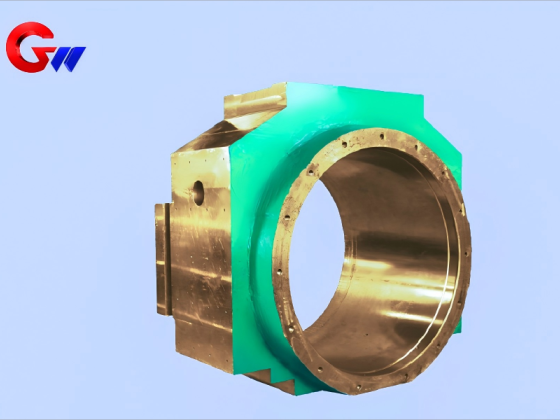
Stroj za vroče valjarne valjarne na stranskem delu valjarne
Scenariji uporabe gredi okvirja delovnega valja na delovni strani vroče valjarne
Funkcija: podpira delovni valj, vzdrži visoke obremenitve, udarne sile in trenje med postopkom valjanja ter se prilagodi visokim temperaturam, visoki vlažnosti in prašnim okoljem.
Tipični pogoji delovanja:
Visoka temperatura (temperatura površine valja med valjanjem lahko doseže več kot 600 ℃);
Visoka ciklična obremenitev (pogost zagon in zaustavitev in spremenljiva obremenitev);
Mora biti odporen proti oksidaciji in obrabi.
Izbira materiala gredi okvirja delovnega valja na delovni strani vroče valjarne
Pogosti materiali:
Legirano konstrukcijsko jeklo, kot sta 42CrMo in 40CrNiMoA, ima visoko trdnost, žilavost in odpornost proti obrabi.
Orodno jeklo: kot je H13 (4Cr5MoSiV1), primerno za višje temperature in zahteve glede odpornosti proti obrabi.
Nerjaveče jeklo: kot je 17-4PH (tip padavinskega utrjevanja), ki se uporablja v korozivnih okoljih.
Merila za izbor:
Natezna trdnost (≥ 800 MPa), meja utrujenosti, visoka temperaturna stabilnost;
Ravnovesje med stroški in zmogljivostjo obdelave.
Postopek toplotne obdelave gredi okvirja delovnega valja na delovni strani vroče valjarne
Ključni koraki:
Kaljenje in popuščanje (kaljenje + popuščanje pri visoki temperaturi):
Kaljenje: kaljenje v olju pri 850 ~ 880 ℃ za pridobitev martenzitne strukture;
Kaljenje: 550 ~ 650 ℃, za odpravo stresa in izboljšanje žilavosti.
Ojačitev površine (neobvezno):
Indukcijsko kaljenje: lokalno kaljenje vratu gredi, globina 2-5mm, trdota HRC50-55;
Nitriranje: Plinsko nitriranje ali ionsko nitriranje, trdota površine ≥ HV900, izboljša odpornost proti obrabi.
Žarjenje za zmanjšanje napetosti: Odprava preostale napetosti pred natančno obdelavo.
Proizvodnja gredi okvirja delovnega valja vroče valjarne poudarja visoko trdnost materiala, natančnost postopka toplotne obdelave in strog nadzor proizvodnega procesa. Z razumno izbiro materiala in nadzorom procesa se lahko bistveno podaljša življenjska doba sestavnih delov (običajno zasnovanih za 5-10 let) in zmanjšajo stroški vzdrževanja valjarn. V dejanski proizvodnji je treba parametre prilagoditi glede na določen model valjarne (kot je 2050 mm vroča valjarna) in materiale za valjanje (kot sta nerjavno jeklo in ogljikovo jeklo).
Glavni izdelki:Vse vrste valjčnih valjarskih blokov, upogibnih valjarnih blokov in drugih preciznih delov mlina, natančnost teh izdelkov neposredno vpliva na natančnost mlina, neposredno vpliva na kakovost izdelkov, ki jih proizvaja mlin.
Tip je upravljalna stran valjarne z valjarnim valjem, blok gred valjarne z valjarjem, vmesni podporni valj, in lahko sprejme tudi druge nestandardne prilagoditve strank.
Delovna stran valjarne valjarne z gredjo
Podjetje je s kopičenjem dolgoletnih izkušenj oblikovalo nabor zrele tehnologije mehanske obdelave za proizvodnjo ohišij ležajev: