




Stroj za vroče valjarne za upravljanje stranskega valjarnega valjarnega bloka
Naše podjetje ima DMG DMF1800*600 petosni obdelovalni center, vodoravni obdelovalni center, navpični obdelovalni center, portalni obdelovalni center in visoko natančen trikoordinatni pregled.
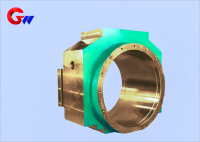
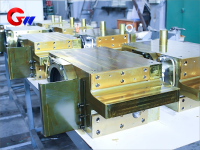
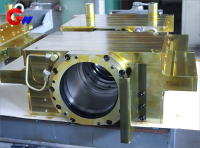
Blok gredi valjarne Work Roller je eden ključnih izdelkov GW za natančnost.
- GW Precision
- Luoyang, Kitajska
- Pogodbeno določilo
- Letna zmogljivost jeklenega koluta je 4000 kosov
- informacije
Stroj za vroče valjarne za upravljanje stranskega valjarnega valjarnega bloka
(Primerno za proizvodne linije za vroče valjanje plošč in jeklenih trakov/profilov)
1、Scenariji uporabe
1. Osnovne funkcije
Položaj valja in prenos sile:
Ohranite stabilnost delovnega valja pod delovanjem kotalne sile (največ 30 MN) in upogibne sile (± 1000 kN)
Prenesite trenutno udarno obremenitev griznega jekla (koeficient udarca 2,0-3,5)
Toplotno upravljanje:
Pri delu v okolju s temperaturo valjanja 400-800 ℃ lahko trenutna površinska temperatura doseže 300-450 ℃
Potreba po uporu občasnih toplotnih obremenitev (>10 ⁵ ciklov/leto)
2. Tipični delovni pogoji bloka mlinske gredi
Mehanska obremenitev: kontaktna napetost Hertz 1000-1500MPa, torzijska vibracijska obremenitev (kritična hitrost se mora izogibati delovni hitrosti 1,5-2,5-krat)
Okolje obrabe: abrazivni delci iz železovega oksida (HV800-1100) + visokotemperaturno karbonizirajoče nanašanje maziva za valjanje
Izbira materiala in optimizacija bloka gredi valjarne delovnega valja
1. Osnovni material
Razred materiala, glavne prednosti, uporabni scenariji
Visokotemperaturna trdnost 50CrMoV (σ 0,2 ≥ 650 MPa pri 500 ℃) valjarna široke in debele plošče (telo valja>3m)
Zmogljivost nizkega cikla utrujenosti (Nf ≥ 5000-krat pri Δ ε t=1 %) jeklenega traku visoke trdnosti 38CrNiMoV med valjanjem
H13 izboljšano toplotno odporno razpokanje (toplotna prevodnost 24 W/m · K) vroče valjano nerjavno jeklo
2. Ključne tehnologije ojačitve
Ležajna naležna površina:
Lasersko kaljenje (globina utrjevalnega sloja 2-3 mm, HRC54-58)
Plazemsko brizganje WC-10Co4Cr (poroznost <0,8%)
Območje navojne povezave: obdelava z boriranjem (plast Fe2B 50-80 μm)
3. Inovativne aplikacije materialov
Gradientna funkcionalna os:
Jedro: 25Cr2MoV (visoka žilavost)
Površina: Stellite 21 (odporen na visoko temperaturno obrabo)
Difuzijsko lepljenje z vročim izostatičnim stiskanjem (HIP)
3. Sistem toplotne obdelave
Vakuumsko kaljenje: 1020 ℃ × 3h (hlajenje z dušikom)
Dvojno kaljenje: 560 ℃ × 4 h + 520 ℃ × 6 h (oljno hlajeno)
Stabilizacijska obdelava: globoko hlajenje (-120 ℃ × 8h) + staranje (250 ℃ × 24 h)
4. Površinska krepitev
Kompozitna obdelava:
Streljanje (moč Almen 0,4-0,45 mmN)
Ionsko žveplanje (plast FeS 1-2 μm)
Lasersko teksturiranje (Sa=3–5 μm)
*Ključni procesi:
Brušenje položaja ležaja pri konstantni temperaturi (hladilno sredstvo 20 ± 1 ℃)
Elektrokemična obdelava prehodnega kota (natančnost kota R ± 0,05 mm)*
Tipični parametri zaDelovni valjčni blok gredi valjarne
Zahteve za indikatorje parametrov
Toleranca premera osi φ 320 ± 0,008 mm
Visokotemperaturna hitrost lezenja ≤ 1 × 10 ⁻⁷%/h (500 ℃/200 MPa)
Pospešek vibracij ≤ 4,5 m/s² (ISO 10816-8)
Življenjska doba te gredi v vroči valjarni je 2-3 leta (z letno zmogljivostjo valjanja 1,5-2 milijona ton), z gradientnimi materiali pa se lahko podaljša na 5 let. Delež odpovedi zaradi toplotne utrujenosti je večji od 60 %, trenutne raziskave in razvoj pa so osredotočeni na nanostrukturne toplotne pregrade.



